
DMU 75 monoBlock
working range:
X-Axis 750 mm
Y-Axis 650 mm
Z-Axis 560 mm
Tisch / NC-rotary attachment: Ø 650 mm / 650 mm x 650 mm
Load on attachment: 600 kg

5-Axix Deckel Maho DMU 80P Duo Block
working range:
- X-Axis 800 mm
- Y-Axis 1.050 mm
- Z-Axis 850 mm
NC-rotary attachment: Ø 900 mm x 700 mm
Load on attachment: 1.800 kg
40-fold tool charger

5-Axis Deckel Maho DMU 85 mono Block
working range:
- X-Axis 1.000 mm
- Y-Axis 710 mm
- Z-Axis 710 mm
NC-rotary attachment: Ø 850 mm / 1.000 mm x 750 mm
Load on attachment: 1.500 kg
30-fold tool charger
slewing area: C-Achse 360°
swivel range: A-Achse 120 / +120°

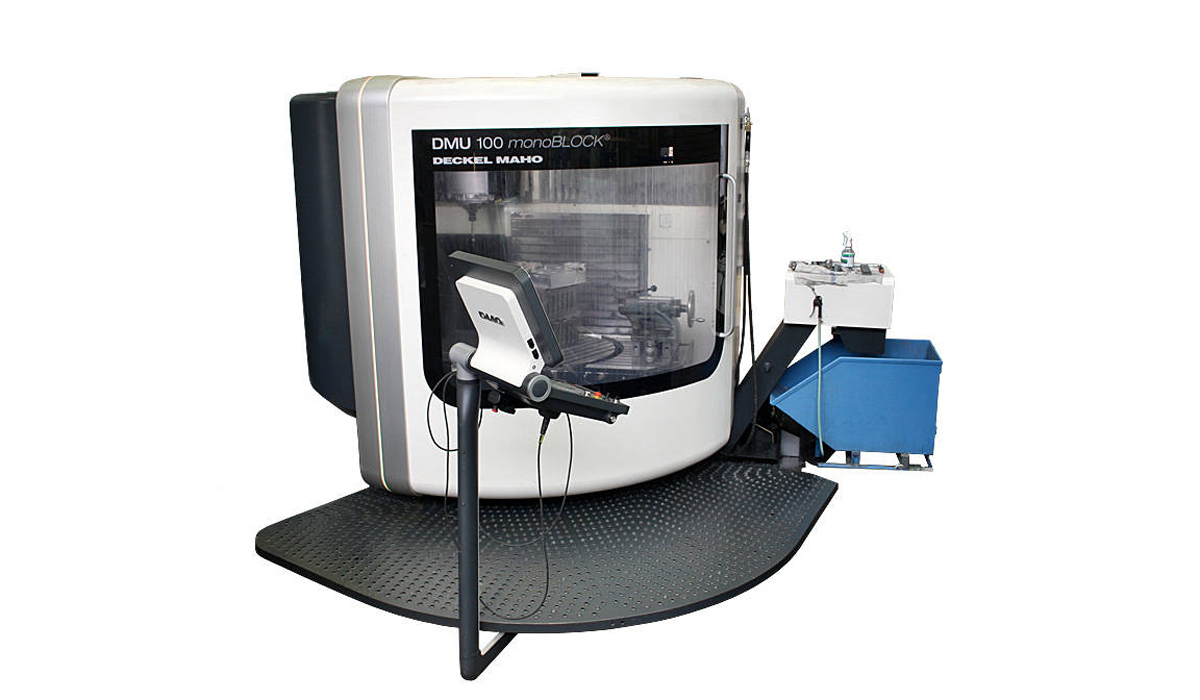
5-Axis Deckel Maho DMU 100 mono Block
working range
- X-Axis 1.000 mm
- Y-Axis 710 mm
- Z-Axis 710 mm
NC-rotary attachment: Ø 800 mm / 1.500 mm x 800 mm
Load on attachment: 800 kg
B-Axis
32-fold tool charger
5-Axis Deckel Maho DMU 100 mono Block
working range
- X-Axis 1.000 mm
- Y-Axis 710 mm
- Z-Axis 710 mm
NC-rotary attachment: Ø 800 mm / 1.500 mm x 800 mm
60-fold tool charger
Load on attachment: 800 kg
B-Axis

5-Achs Deckel Maho DMU 105 mono Block
Arbeitsbereiche
- X-Axis 1.200 mm
- Y-Axis 850 mm
- Z-Axis 810 mm
NC-rotary attachment: Ø 1050 mm / 1.250 mm x 850 mm
Load on attachment: 1.500 kg
60-fold tool charger

4-Axis Deckel Maho DMU 125 P Duo Block
working range
- X-Axis 1.250 mm
- Y-Axis 1.000 mm
- Z-Axis 1.000 mm
NC-rotary attachment: Ø 1.200 mm
40-fold tool charger
Load on attachment: 2.500 kg

Milling machine 5 - Axis Hermle C50
working range
X-Axis 1000 mm
Y-Axis 1110 mm
Z-Axis 750 mm
NC-rotary attachment: Ø 700 mm / 1150 mm x 900 mm
Load on attachment: 2.000 kg
60-fold tool charger
C – Axis 360°
A - Axis -130 / + 100
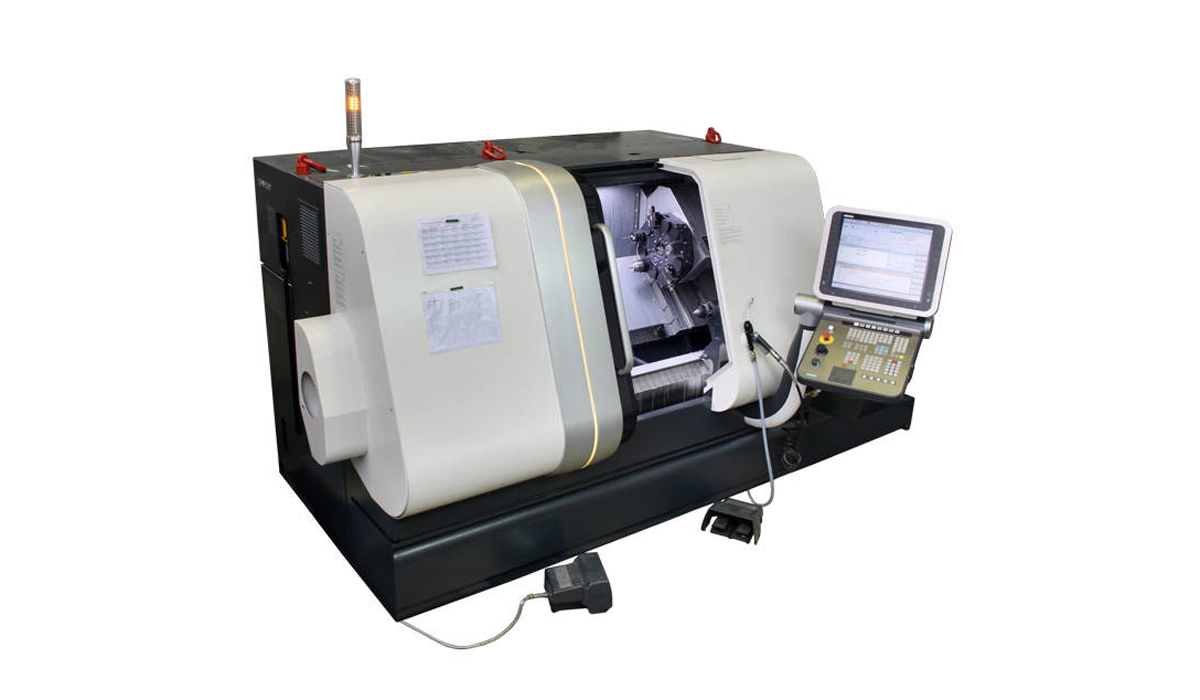
DMG NEF 400 (CNC - Lathe) 2 axis universal lathe with C-axis and driven tools
Swing diameter over bed: 385 mm
Cross travel: 255 mm
Tool path: 700 mm
control: Siemens 840D

Portal milling machine FS 10-dynamic
Verfahrwege / working range
X = 5.900 mm
Y = 1.670 mm
Z = 850 mm
pivot axes: A = +/- 110° C = +/- 400°
milling spindle: max. 12 KW / max. 24.000 U/min / HSK 63F
Feed linear axes
X = 40 m/min
Y/Z = 30 m/min

CNC - Measuring machine Zeiss CONTURA 10/16/6 active
range: 1.000 x 1.600 x 600 mm
measuring acc. ISO 10360-2 for VAST XT gold, VAST XTR gold
E0 = (1,7 + L/350)µm, PFTU = 1,7 µm
Permissible temperature range for specification
18 - 22 °C
Scanning acc. ISO 10360-4 für VAST XT gold, VAST XTR gold
for VAST XT gold, VAST XTR gold
MPE_THP = 2,8 µm in 40 s

CNC - Measuring machine KMG Zeiss MC 850
Software Calypso
range: 1.000 x 800 x 600 mm
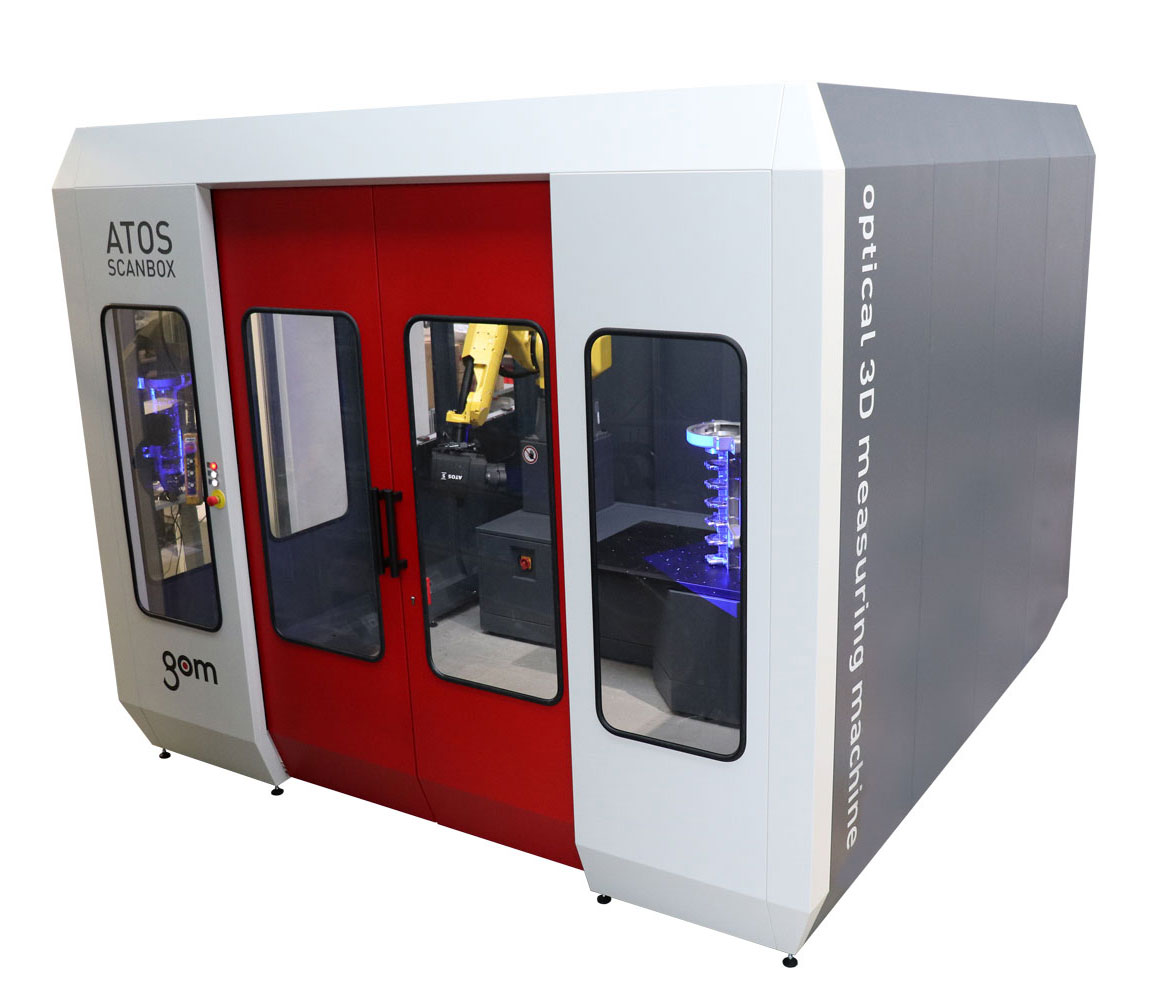
Optical measuring system GOM ScanBox 5120
dimensions: 3300 × 3300 × 2700 mm
Power supply: 200 – 500 V (3-phase, 16 A)
Rotary attachment: Ø 2000 mm
Load on attachment: 500 kg
Entrance: sliding door with security door switch
Opening width: 1400 mm
Loading concept: manual, trolley, pallet truck
Sensor Compatibility: ATOS Capsule, ATOS Triple Scan, ATOS 5
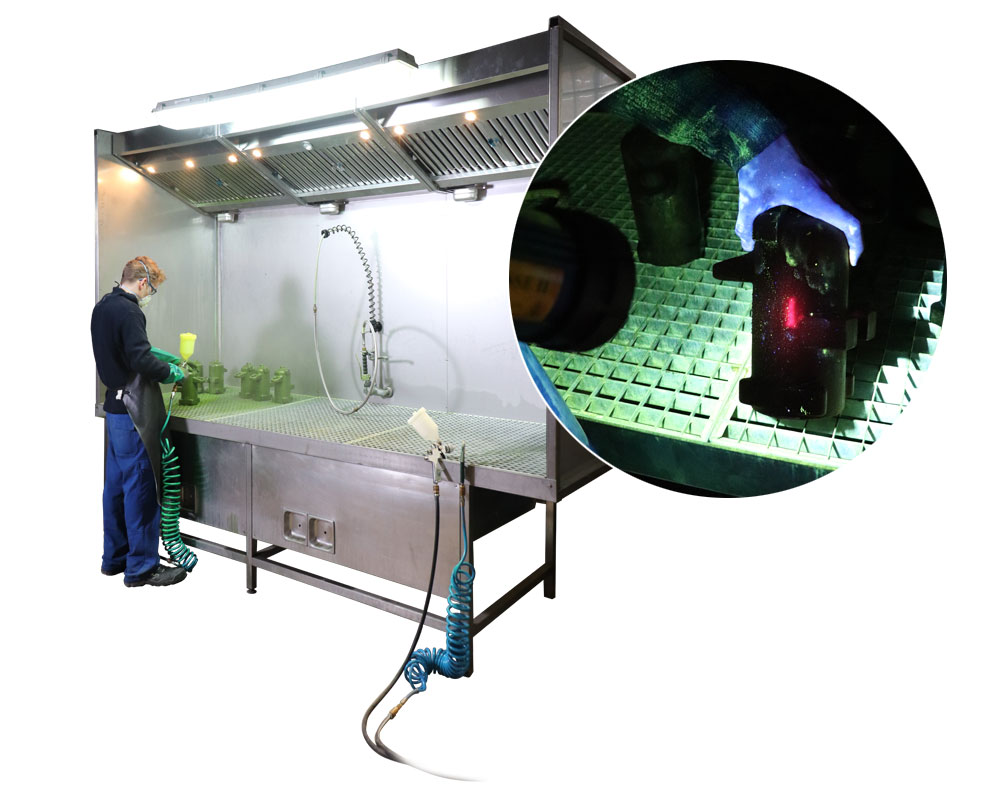
FPI Testing
We conduct
FPI (Fluorescent Penetrant Inspection) according to
DIN EN ISO 3452-1. Our personnel is trained and certified according to
DIN EN 4179 (Aerospace).

Pressure-tight test system
We have 2 pressure density testers to inspect components for leaks.

parts laundry
Parts washing for cleaning your components.

Laser welding system
Name: HTS Mobile 300 W
Working range: 400/700/570
Laser power: 300 W
Pulse peak power: 13 KW
Laser source: YAG lamp laser
Cooling: water + air
Welding under shielding gas: yes
CNC: yes

X-ray system
to assess the internal properties of the casting.

Spectral analysis
to determine the alloy components during the goods receipt inspection and at the cast component and for the monitoring of special magnesium melts in the production process.

Tensile testing
to determine the mechanical characteristics by tensile tests at the test bar.
