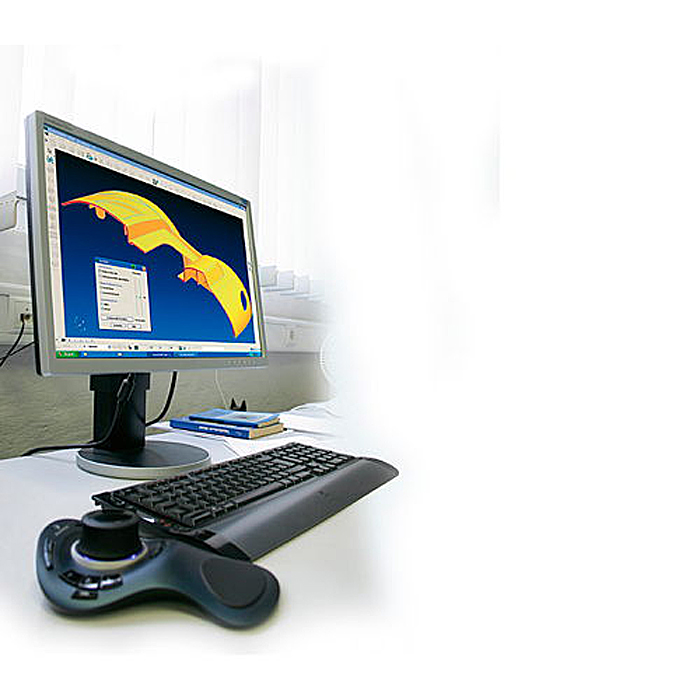
 Design of the model device by CAD as per available 3D data.
Design of the model device by CAD as per available 3D data.
|
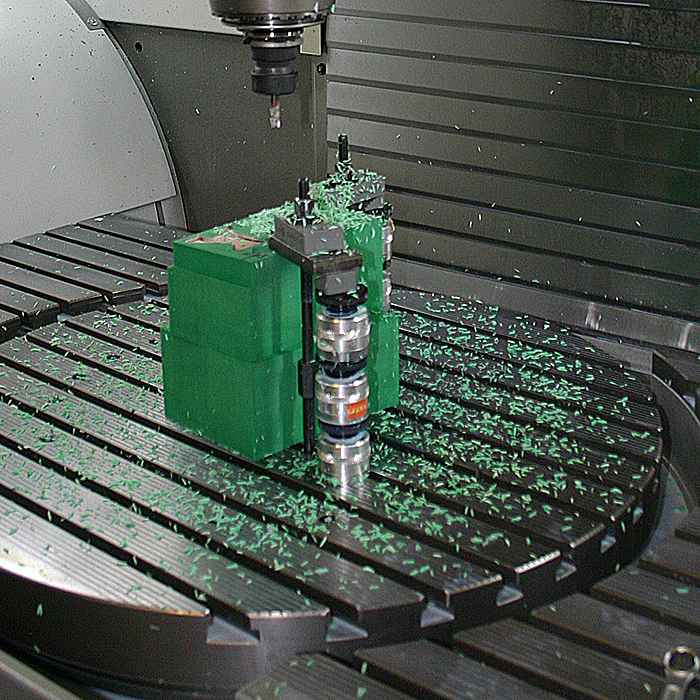 Manufacture of the individual model parts on the 5-axes milling machine.
Manufacture of the individual model parts on the 5-axes milling machine.
|
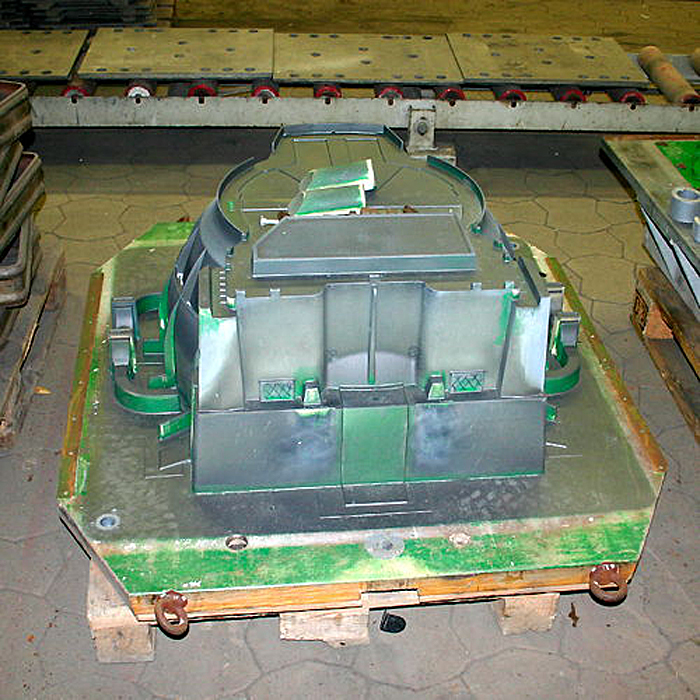 Complete pattern plate halves with casting and feeder technique.
Complete pattern plate halves with casting and feeder technique.
|
 Moulded upper side as dead sand mould.
Moulded upper side as dead sand mould.
|
 Cores ready for installation to show cavities and undercuts for the use in the sand mould.
Cores ready for installation to show cavities and undercuts for the use in the sand mould.
|
 Preparation of the sand mould for assembly.
Preparation of the sand mould for assembly.
|
 Assembly of the mould parts to a mould ready for casting.
Assembly of the mould parts to a mould ready for casting.
|
 A mould prepared for casting.
A mould prepared for casting.
|
 Identification of the alloy components by spectral analysis.
Identification of the alloy components by spectral analysis.
|
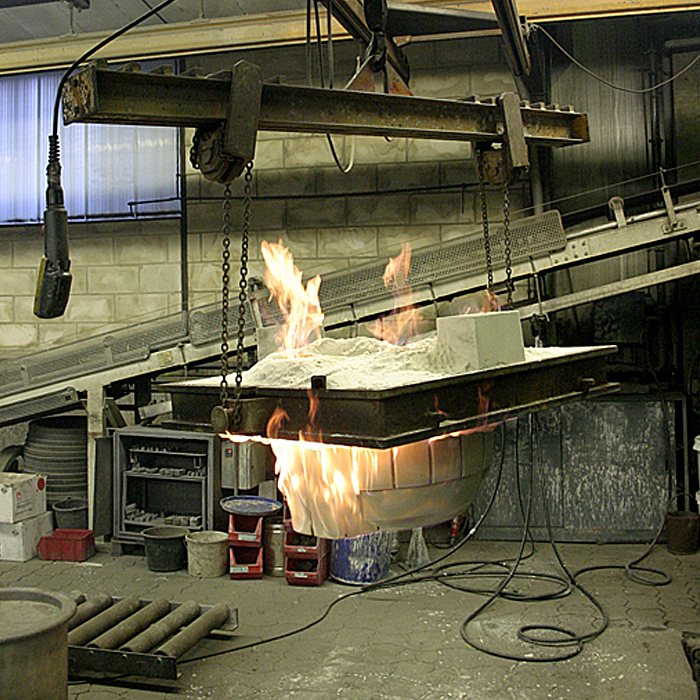
 Provision of the magnesium melt to cast the mould.
Provision of the magnesium melt to cast the mould.
|
 The sand mould is "cast", i.e. filled with the magnesium melt.
The sand mould is "cast", i.e. filled with the magnesium melt.
|
 Demoulding of the casting after solidification of the melt.
Demoulding of the casting after solidification of the melt.
|
 Casting and feeder technique is removed, the casting is fettled.
Casting and feeder technique is removed, the casting is fettled.
|
 First inspections at the finished blank.
First inspections at the finished blank.
|
 X-ray testing of the casting to check the internal condition of the component.
X-ray testing of the casting to check the internal condition of the component.
|
 Microscopic testing of the casting material structure.
Microscopic testing of the casting material structure.
|
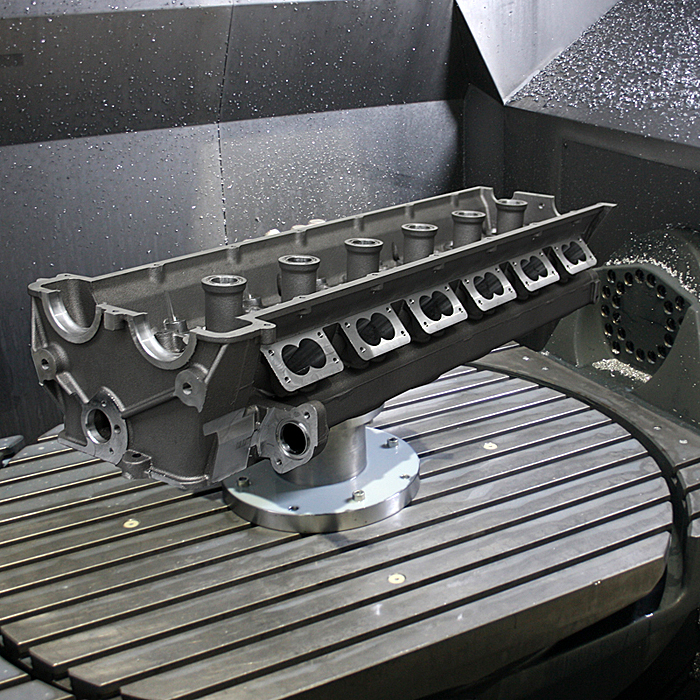 Mechanical treatment of the casting on a 5-axes machining centre.
Mechanical treatment of the casting on a 5-axes machining centre.
|
 Dimensional testing after machining on a NC measuring machine.
Dimensional testing after machining on a NC measuring machine.
|
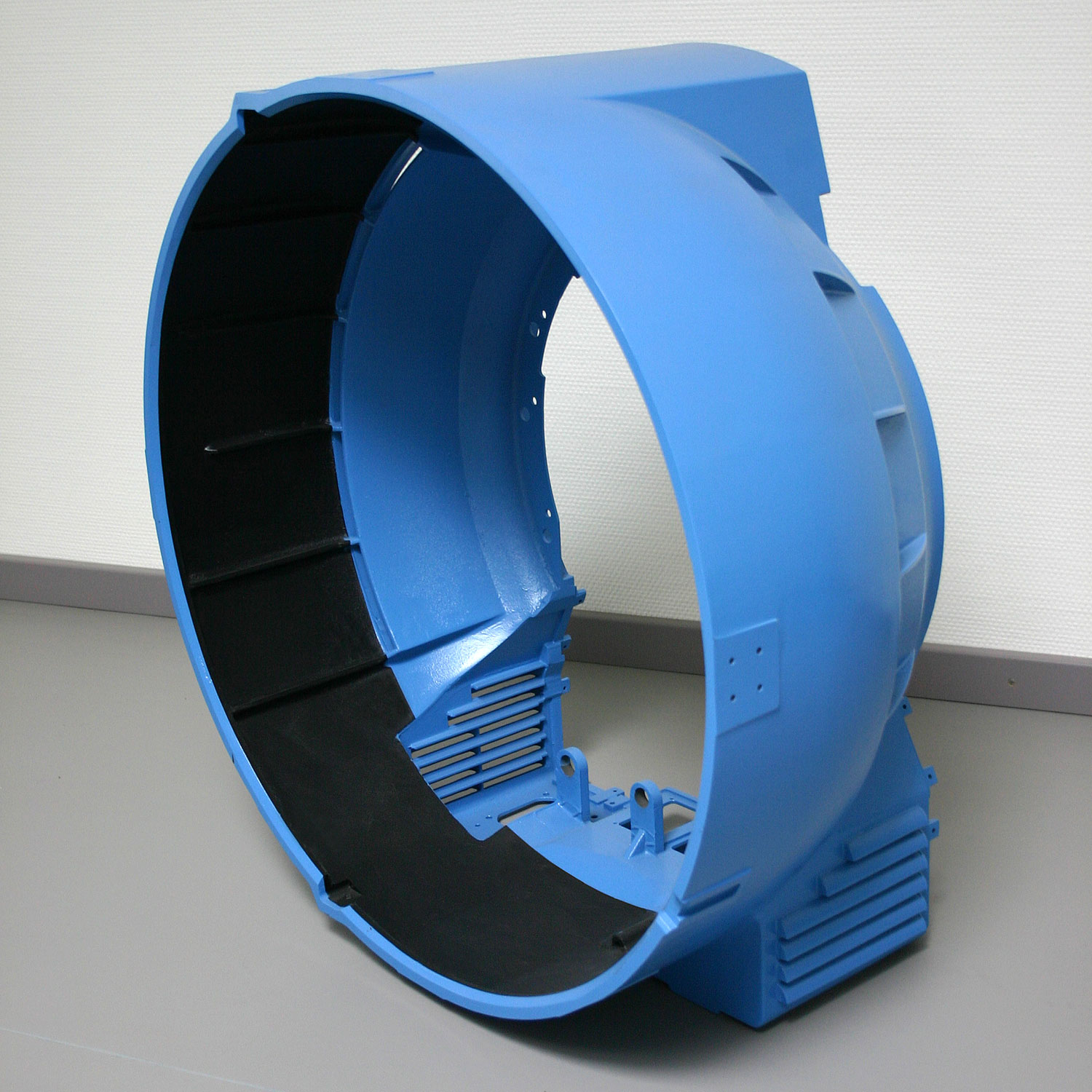 Casing ready for assembly
Casing ready for assembly
for a 20,000 watt head lamp made of magnesium casting with heat-resistant coating.
Diameter: approx. 700 mm
Height: approx. 350 mm
Weight: approx. 6.70 kg
Alloy: G-MgAl9Zn1 (magnesium AZ 91hp)
Wall thickness: min. 3mm
|



